

La funzione di un’unità amminica è quella di rimuovere i composti di zolfo e l’anidride carbonica indesiderati dal gas naturale grezzo prima che venga venduto e utilizzato. Un adeguato controllo della temperatura svolge un ruolo cruciale nell’assorbimento dei gas acidi da parte della soluzione amminica e nella prevenzione di problemi che riducono l’efficienza e la redditività di un impianto.
I consumatori abituali pensano al gas naturale solo come a un combustibile per cucinare i cibi e riscaldare le case. Ma per le industrie chimiche e petrolchimiche è sia il combustibile che la materia prima utilizzata per la produzione di idrogeno, ammoniaca, syngas, gas naturale liquido (GNL) e i composti necessari per la produzione di materie plastiche.
Il metano (CH4) è il componente principale e più prezioso del gas naturale. Per tutti gli usi, il gas naturale deve essere prima trattato per eliminare i composti indesiderati:
- Vapore acqueo
- Anidride carbonica (CO2)
- Composti dello zolfo: idrogeno solforato (H2S), solfuro di carbonio (CS2), disolfuro di carbonio (CO2), mercaptani (RSH), ecc.
I contaminanti più comuni e dannosi presenti nel gas naturale non trattato sono l’anidride carbonica e l’idrogeno solforato. Il primo è uno dei principali fattori di riscaldamento globale. Il secondo, chiamato anche acido solfidrico, è irritante a bassi livelli e mortale in concentrazioni più elevate. Questi gas acidi e altri composti ostacolano anche la produzione di idrogeno, ammoniaca, metanolo, ecc.
Unità amminiche: tecnologia per il trattamento del gas naturale
Gli impianti di trattamento rimuovono il più possibile questi gas acidi prima di convogliare il gas naturale verso i consumatori o le unità di produzione, e una delle migliori tecnologie per il trattamento del gas naturale è il sistema amminico. Il nome deriva dalla soluzione di ammina utilizzata nel processo. Questo liquido con diverse alchilammine è un solvente che cattura la CO2 e l’H2S quando passa attraverso il gas naturale grezzo. La rimozione del carbonio e il trattamento del gas, chiamato anche “addolcimento” in quanto rimuove l’odore di uova marce dal gas acido, sono fasi necessarie nel trattamento del gas naturale.
Come funziona un’unità amminica
Un’unità amminica è composta da due parti principali per due processi separati ma interconnessi: l’assorbimento e lo stripping. Ecco una breve panoramica del funzionamento di una tipica unità amminica.
Il processo di assorbimento
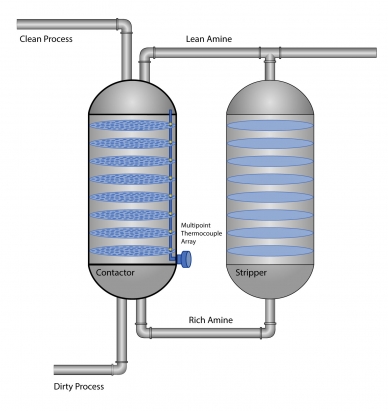
Schema semplificato di un’unità amminica
- Il gas acido (processo sporco) entra nella colonna di ammina, detta anche colonna di contatto. Allo stesso tempo, l’ammina magra (senza gas acidi) viene pompata dall’alto e scende su una serie di vassoi di contatto perforati.
- Il gas di processo sporco scorre naturalmente verso l’alto attraverso i vassoi. Quando la soluzione di ammina su ciascun vassoio entra in contatto con il gas in risalita, assorbe le molecole di anidride carbonica e idrogeno solforato che incontra.
- Più il gas acido sale, più diventa dolce. In cima alla colonna, il gas trattato è pronto per l’uso o per un ulteriore trattamento.
- La soluzione di ammina, ora satura di gas acidi (ammina ricca), si raccoglie nella parte inferiore della colonna.
Il processo di stripping
- Un controllore di livello sul fondo della colonna di ammina rileva il livello di ammina ricca. Quando raggiunge un’altezza predeterminata, l’ammina ricca raffreddata viene pompata in uno scambiatore di calore e riscaldata trasversalmente con l’ammina magra calda.
- Ormai calda, l’ammina ricca entra nella colonna di stripping. Il vapore proveniente dal rigeneratore separa i gas acidi dall’ammina ricca, rigenerando così il solvente. Un sistema di filtrazione elimina ulteriormente i contaminanti residui. In un processo separato, il gas acido viene raffreddato, condensato e rimosso dalla colonna di stripping.
- La soluzione amminica calda, ormai priva di gas acidi, viene raffreddata e pompata nuovamente nella colonna del contattore amminico, dove il processo ricomincia.
L’importanza del monitoraggio e del controllo della temperatura nelle unità di ammina
Le unità di ammina richiedono controlli precisi della pressione, del livello e della temperatura, soprattutto di quest’ultima. Un cattivo controllo della temperatura presenta diversi problemi:
- Condensa e schiuma. Più l’ammina magra è fredda, più scorre lentamente e meglio assorbe i gas acidi. Tuttavia, se il solvente è più freddo del gas di processo sporco, gli idrocarburi potrebbero condensare ed eventualmente formare schiuma. Pertanto, l’ammina magra deve essere leggermente più calda della temperatura di ingresso del gas per un trattamento completo del gas.
- Scarso assorbimento. Al contrario, più calda è l’ammina magra, più veloce è il suo flusso. Una maggiore portata significa che non trascorre abbastanza tempo con il gas di processo sporco per reagire con (assorbire) la CO2 e l’H2S, con conseguente scarsa qualità del prodotto.
- Carryover. La maggior parte della reazione dovrebbe avvenire nel terzo inferiore della colonna del contattore. Ma se il processo sporco è troppo caldo quando entra nella torre, sale troppo rapidamente ed entra in contatto con l’ammina magra troppo vicino all’uscita del processo pulito. Questa reazione provoca la formazione di schiuma, che trasporta parte del solvente e del processo sporco nel gas del processo pulito in uscita dalla colonna, causando una scarsa qualità del prodotto e una perdita di ammina.
- Corrosione. Le ammine inibiscono naturalmente la corrosione. Tuttavia, in aree con temperature superiori a 130-135°C (266-275°F) , i gas acidi possono liberarsi e attaccare le superfici metalliche.
- Filtrazione inefficiente dell’ammina. Poiché la soluzione amminica viene costantemente rimossa e riutilizzata, è necessario che sia il più possibile magra per catturare il maggior numero possibile di contaminanti. Uno dei modi per mantenere un solvente di alta qualità è far passare la soluzione attraverso un sistema di filtraggio. Per ottenere la massima efficienza in questa fase, la temperatura di esercizio deve essere superiore a 50°C (122°F).
Un processo ottimizzato di trattamento dei gas migliora l’efficienza complessiva. Tuttavia, processi non ottimali in un’unità di ammina possono influire negativamente sulle operazioni e sulla redditività dell’intero impianto.
- Serbatoi di stoccaggio congelati. I processi criogenici sono utilizzati negli impianti di gas naturale e in altre industrie di processo per recuperare e purificare prodotti gassosi a temperatura e pressione ambiente. Se nel gas trattato rimane una quantità eccessiva di anidride carbonica, le molecole di CO2 si congelano a una temperatura più elevata (-2°F/78,5°C) rispetto al gas naturale, che si liquefa a circa -162°C (-260°F). In questo caso, la CO2 congelata (ghiaccio secco) può ostruire le apparecchiature di stoccaggio e causare altri problemi di funzionamento. In caso di interruzione, un impianto di idrogeno da 100.000 Nm3/h perde circa 100.000 euro al giorno solo per il valore dell’idrogeno. Questa cifra non include gli altri processi che vengono interrotti, come la produzione di ammoniaca o metanolo.
- Spesa energetica inutile. Poiché l’ammina ricca deve essere riscaldata per una separazione ottimale dei gas acidi nello stripper, una temperatura troppo bassa in uscita dalla colonna del contattore richiederebbe energia aggiuntiva prima della fase successiva del processo.
- Produttività inutilmente basse. Quando gli operatori dell’impianto non dispongono di un profilo completo della temperatura della colonna del contattore, saranno prudenti e ridurranno la portata del gas di processo in ingresso per minimizzare il carry over. In alcune situazioni è necessario ridurre la portata, ma le riduzioni di capacità non necessarie sono costose. Ad esempio, una riduzione della capacità del 5% comporta una perdita di opportunità pari a circa 2,2 milioni di euro all’anno.
WIKA produce una vasta gamma di strumenti per la misura di pressione, temperatura e livello.
Non esitate a contattarci per qualsiasi ulteriore informazione.